Innovating Freshness: The Advantages of Modified Humidity Packaging Films
Understanding Modified Humidity Packaging Films
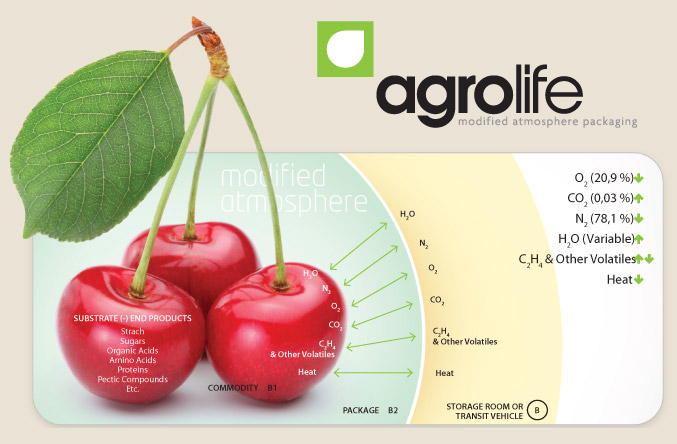
Modified Humidity Packaging Films, as the name suggests, are specialized packaging materials engineered to control and maintain the humidity levels within a sealed package. These films consist of multiple layers, each with a specific purpose. The innermost layer typically contains a moisture-absorbing material, while the outer layers are designed to provide a barrier against external moisture and contaminants.
Preserving Freshness
One of the primary advantages of MHPFs is their ability to preserve the freshness and quality of perishable products. By controlling the humidity levels within the package, these films help prevent moisture loss or gain, which can lead to undesirable changes in texture, flavor, and appearance. For example, fruits and vegetables packaged with MHPFs remain crisp and vibrant for longer periods, modified humidity packaging film reducing food waste and enhancing the overall consumer experience.
Extended Shelf Life
MHPFs play a pivotal role in extending the shelf life of various products. By creating a microenvironment that is tailored to the specific needs of the item being packaged, these films slow down the processes of decay and spoilage. This means that consumers can enjoy products like bakery items, deli meats, and seafood with extended freshness, reducing the frequency of shopping trips and minimizing food waste.
Enhanced Food Safety
Maintaining the right humidity levels is crucial for food safety. Excessive moisture can lead to microbial growth, while excessively dry conditions can cause products to become stale and unpalatable. MHPFs act as a protective barrier, helping to keep products safe from contaminants and pathogens, ultimately reducing the risk of foodborne illnesses.
Versatile Applications
The versatility of Modified Humidity Packaging Films extends beyond just food items. These films are also used in pharmaceuticals, electronics, and various industrial applications. In the pharmaceutical industry, MHPFs help preserve the efficacy of sensitive medications by maintaining the ideal moisture content. In electronics, they protect components from humidity-induced damage during storage and shipping. Their applications continue to expand as industries recognize their potential benefits.
Environmental Benefits
MHPFs are not only beneficial for consumers and businesses but also for the environment. By extending the shelf life of products, these films reduce food waste, modified atmosphere packaging film which is a significant contributor to greenhouse gas emissions. Additionally, they help lower the carbon footprint associated with transportation and production, as fewer resources are needed to replace spoiled goods.
The Future of Packaging
As consumer preferences evolve and the need for sustainable packaging solutions grows, Modified Humidity Packaging Films are poised to become a staple in the packaging industry. Their ability to balance product freshness, safety, and extended shelf life is a game-changer for businesses seeking to meet customer demands and reduce waste.


Comments
Post a Comment